
Ralat format e-mel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Cara prototaip bahagian cast mati
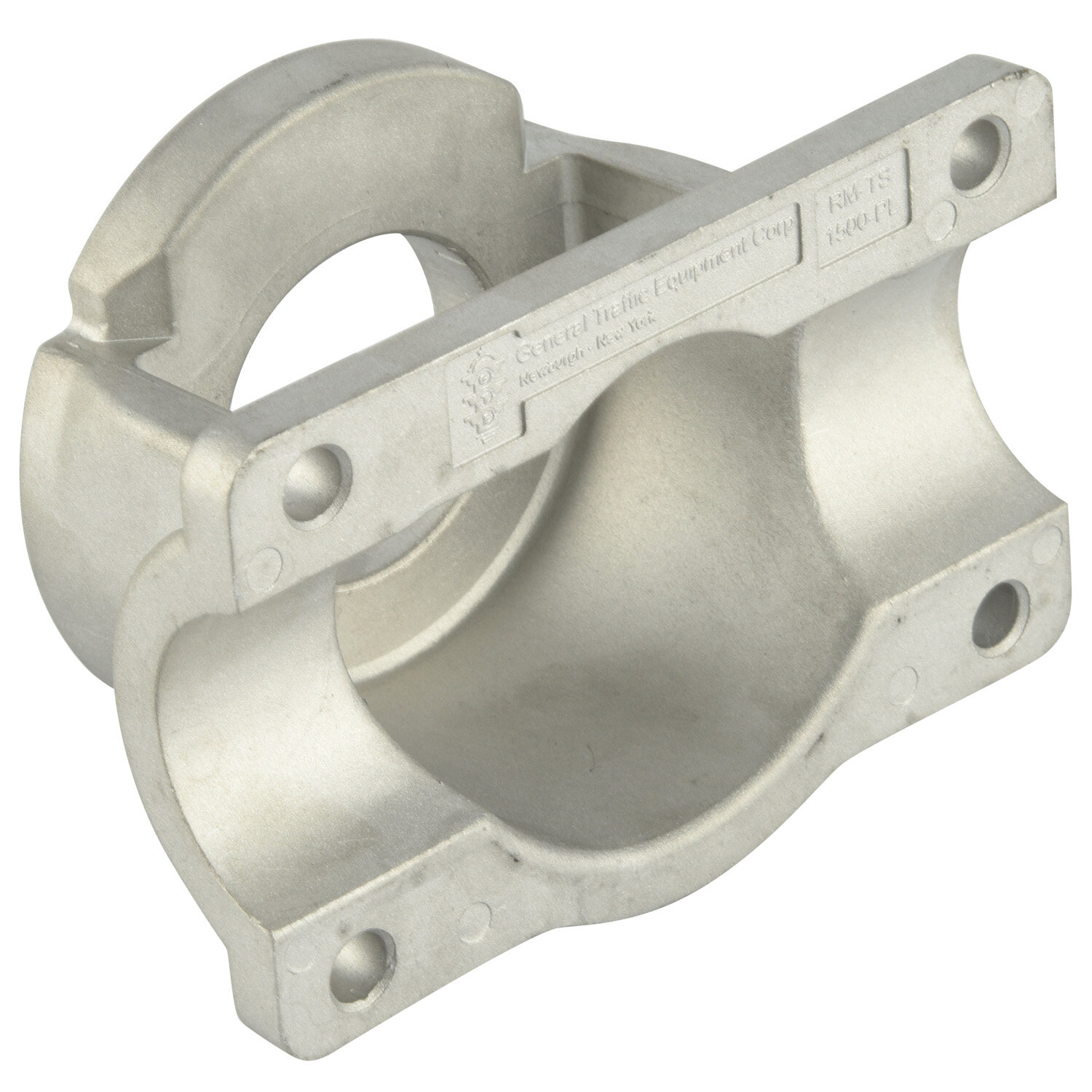
Pelanggan sering meminta casting prototaip apabila membangunkan projek-projek die-cast baru. Kami suka apabila pelanggan meminta prototaip kerana ia adalah cara terbaik untuk mengenal pasti penambahbaikan kejuruteraan sebelum pelaburan pengeluaran. Harga perkakas pengeluaran die-cast boleh berjalan sehingga enam angka bergantung kepada kerumitan perkakas, jadi sangat penting bahawa pelanggan yakin dalam reka bentuk mereka sebelum pengeluaran. Terdapat 4 kaedah utama untuk menghasilkan bahagian prototaip aluminium die-cast:prototaip rongga tunggal, prototaip plaster, pemesinan dari pembuatan pepejal dan tambahan. Di bawah, pelajari kebaikan dan keburukan setiap kaedah supaya anda dapat membuat keputusan yang tepat ketika bekerja pada permohonan seterusnya.
Prototaip rongga tunggal mati
Prototaip rongga tunggal mati membolehkan penciptaan pemutus dengan sifat mekanik yang sama sebagai bahagian pengeluaran. Prototaip rongga tunggal adalah perwakilan terdekat bahagian pengeluaran yang boleh anda capai. Prototaip rongga tunggal menggunakan aloi pengeluaran, tekanan, dan masa kitaran kasar yang sama sebagai bahagian pengeluaran. Satu -satunya perbezaan antara prototaip rongga tunggal dan bahagian pengeluaran akhir adalah peronggaan.
Prototaip mati hanya akan mempunyai satu rongga, sedangkan bahagian pengeluaran mungkin mempunyai beberapa rongga. At Saige, kami sering membina unit murah mati untuk membuang prototaip. Mati ini dicipta menggunakan keluli lembut yang membolehkan masa pembinaan yang lebih cepat dan kos yang lebih rendah. Kami telah berjaya membuang lebih daripada 500 bahagian dari prototaip murah ini.
Prototaip plaster
Prototaip plaster, yang juga dikenali sebagai pemutus acuan plastik getah, adalah kaedah menghasilkan aluminium, magnesium, atau zink dengan menuangkan logam cecair ke dalam acuan plaster (gipsum). Jika permohonan anda memerlukan aloi khas seperti 390 atau 413 aluminium, prototaip plaster tidak boleh digunakan. Prototaip plaster adalah pilihan yang menarik kepada pelanggan kerana ia mempunyai kos perkakas awal yang lebih rendah daripada prototaip rongga tunggal mati dan juga mempunyai masa memimpin pendek 2-3 minggu. Walau bagaimanapun, kaedah ini mempunyai batasan yang perlu dipertimbangkan. Bahagian-bahagian die-cast dihasilkan menggunakan tekanan tinggi, manakala casting plaster dihasilkan oleh graviti. Ini menghasilkan pemutus dengan struktur bijirin yang lebih besar yang memberi kesan kepada sifat -sifat mekanikal. Ciri -ciri mekanikal pemutus plaster hanya 70% daripada bahagian yang mati. Ini boleh membuat komplikasi apabila menguji prototaip anda. Jika bahagian anda gagal dalam 30% terakhir ujian anda, ia adalah mencabar untuk menentukan sama ada kaedah prototaip adalah untuk menyalahkan atau jika reka bentuk anda perlu diolah semula.
Pemesinan dari pepejal
Pemesinan dari pepejal, juga dikenali sebagai "Hog Out", adalah proses pembuatan di mana bahagian prototaip adalah CNC yang dimesin dari bilet. Kaedah prototaip ini mempunyai masa memimpin pendek 7-10 hari perniagaan jika anda hanya memerlukan beberapa bahagian. Kelemahan utama untuk pemesinan dari pepejal adalah bahawa kaedah prototaip ini mempunyai harga tertinggi dari mana -mana kaedah yang telah kami nyatakan sebelum ini. Pemesinan dari pepejal tidak dapat meniru kemasan permukaan atau sifat mekanikal bahagian mati dan juga menjadikannya sukar untuk membuat permukaan melengkung dan radii dalam beberapa geometri. Kaedah ini boleh menawarkan titik harga terendah. Jika anda memerlukan sebilangan kecil prototaip.
Pembuatan Aditif
Pembuatan tambahan, atau percetakan 3D, sangat baik apabila kuantiti kecil bahagian kompleks diperlukan. Ia adalah pilihan untuk dipertimbangkan apabila sebilangan kecil bahagian aluminium prototaip diperlukan. Kaedah percetakan 3D aluminium yang paling biasa adalah gabungan katil serbuk. Dalam proses ini, laser digunakan untuk selektif serbuk serbuk aluminium yang berlapis di dalam katil mesin. Aloi pembuatan aditif serbuk yang paling biasa adalah alsi10mg dan alsi12mg. Aloi ini sangat mirip dengan aloi matiA380. Bahagian aluminium bercetak 3D memerlukan rawatan haba apabila selesai untuk melegakan tekanan haba yang dibuat semasa proses sintering. Bahagian -bahagian ini mendakwa mempunyai sifat mekanikal yang serupa dengan pemutus mati tekanan tinggi.
Prototaip adalah cara terbaik untuk mengesahkan reka bentuk sebelum pengeluaran. At Saige, kami bangga menghasilkan aluminium yang kompleks dan berkualiti tinggi dan zink mati untuk pelbagai industri. Mencari bahagian prototaip cast mati untuk projek anda yang seterusnya? Datang kepada kami dan pakar kami akan membantu anda memilih cara terbaik untuk menjadikan bahagian prototaip anda.