
Ralat format e-mel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Beberapa perkara yang mesti diperhatikan kerana penggunaan cast mati
3). Penyediaan pelincir
A.Full kehilangan sistem minyak 85% -90% + grafit 10% -15%;
B.Heavy Oil: 100%;
C.Paraffin 30% + Waxin Kuning 30% + Minyak Vaseline 14% + Grafit 26%;
D.Graphite 25% + gliserin 20% + kaca air 5% + air 50%;
4). Perkara yang harus diperhatikan semasa menggunakan pelincir
A.Lubricant boleh digunakan pada rongga jenis dan permukaan bahagian bergerak;
Jumlah semburan B.Lubricant hendaklah kurang setiap kali, dan menjadi seragam, sebaiknya membentuk filem di permukaan jenis selepas semburan.
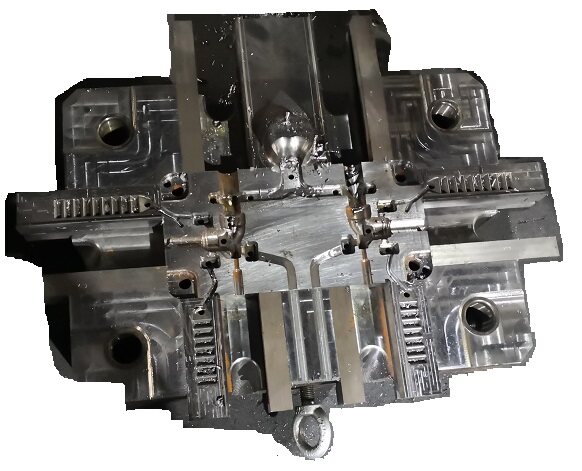
V. Kandungan pelarasan acuan mati
Selepas melengkapkan acuan pemutus mati, perlu menyesuaikan keadaan pemutus mati yang betul dan parameter proses untuk mencapai pemutus mati yang stabil dan menghasilkan casting yang berkelayakan.
Sebelum ujian mati, kakitangan ujian mati akan memeriksa bahan mentah aloi untuk pemutus mati untuk memahami ciri -ciri struktur mati, prestasi, keadaan, proses, dan kaedah operasi.
Pemilihan keadaan pembentukan mati yang betul adalah kunci untuk mati pelarasan percubaan. Selalunya menghadapi masalah sedemikian, walaupun reka bentuk dan pembuatan acuan adalah sangat betul, tetapi disebabkan pemilihan yang tidak wajar untuk keadaan mati dan membentuk, yang sama tidak dapat menekan pemutus yang berkelayakan. Sebaliknya, dalam beberapa kes, keadaan pemutus mati boleh diselaraskan untuk mengatasi kekurangan acuan, dan tekan pelakon yang berkelayakan. Oleh itu, kakitangan ujian mati mestilah akrab dengan peranan dan hubungan bersama keadaan pemutus mati, prinsip aktif acuan, untuk memilih dengan betul dan secara munasabah menyesuaikan keadaan pemutus mati.
Kandungan keadaan pembentukan mati termasuk: suhu lebur bahan, suhu mati dan suhu cair, tekanan suntikan, daya mengunci mati, daya pembukaan mati, nisbah tembakan mampatan, dan kelajuan pecah yang diperlukan mengikut keadaan bahagian pembuatan. Akhirnya, produk pemutus mati perlu dibaiki sebelum mendapatkan bahagian pemutus yang sempurna.
Aloi Copper-Zinc 850-960
Prinsip pemilihan suhu aloi mati:
1) semakin rendah suhu logam yang dituangkan, semakin lama kehidupan mati;
2) Hanya dengan pemutus mati suhu rendah, mungkin untuk mengurangkan kedalaman tangki ekzos dan mengurangkan bahaya percikan cecair logam;
3) Casting suhu rendah dapat mengurangkan peluang pengetatan ruang mendesak dan batang atas;
4) Casting suhu rendah dapat mengurangkan pengeluaran lubang pengecutan dan keretakan dalam pemutus.
Singkatnya, apabila keadaan proses membenarkan, suhu aloi pemutus mati atau memilih suhu rendah untuk mati pemutus.
3, suhu kerja kerja acuan
Suhu kerja acuan pemutus mati berbeza -beza mengikut aloi pemutus mati. Berikut adalah nilai yang disyorkan beberapa acuan aloi untuk pemilihan:
Nama acuan Suhu kerja / ℃
Acuan aloi zink 150-180
Acuan aloi aluminium 180-225
Acuan aloi magnesium 200-250
Acuan aloi zink tembaga 300
Prinsip suhu kerja pemutus mati:
1) suhu acuan terlalu rendah, struktur dalaman pemutus longgar, pelepasan udara sukar, sukar dibentuk;
2) Suhu acuan terlalu tinggi, struktur dalaman pemutus padat, tetapi pemutus mudah untuk "mengimpal" yang dilampirkan pada rongga acuan, acuan melekit
Ia tidak mudah untuk melepaskan pemutus, dan suhu tinggi akan mengembangkan acuan itu sendiri, dan menjejaskan ketepatan saiz pemutus.
3) Suhu acuan hendaklah dipilih dalam julat yang sesuai, secara amnya, selepas ujian yang sesuai, kawalan suhu malar adalah munasabah.
4, pelinciran acuan mati
1). Tujuan pelinciran
Pelinciran bertindak sebagai ejen pemisahan untuk mati-casting dan mati-casting; Sebagai bahagian aktif dari mati dan akhbar, mengurangkan geseran, meningkatkan hayat perkhidmatan mati, dan mengurangkan kehidupan mati akibat keletihan haba untuk operasi yang panjang.
2). Keperluan pelincir
Pemilihan pelincir hendaklah memenuhi syarat berikut:
A. Pemutus mati tidak boleh mematuhi rongga jenis;
B. Bahan keluli yang tidak dapat menghancurkan permukaan jenis acuan;
c.unable untuk menghasilkan gas toksik;
d.do tidak menghasilkan abu apabila pemanasan;
Pelinciran e.after hendaklah sama rata ke rongga jenis dan permukaan kerja tanpa dibasuh oleh logam tekanan tinggi.