
Ralat format e-mel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Peralatan apa yang saya perlukan untuk bahagian mati saya?
Kami menggalakkan anda menghubungi kami hari ini untuk membincangkan projek anda dan mempelajari bagaimana kami dapat mengoptimumkan kos dan kualiti projek pemutus mati anda.
Semua reka bentuk pemutus mati adalah unik dan memerlukan alat tersuai untuk menghasilkan bahagian. Kerumitan dan saiz perkakas sering mengejutkan mereka yang tidak biasa dengan proses tersebut. Dalam artikel ini, kami akan mengkaji semula kepingan perkakas yang diperlukan untuk menghasilkan pemutus mati tekanan tinggi.
Alat apa yang saya perlukan?
Setiap pemutus memerlukan cast mati dan mati mati. Lekapan CNC tersuai juga diperlukan jika operasi pemesinan akan dilakukan.
Mati cast mati
Tekanan Tinggi Mati CastMati adalah acuan keluli tugas berat yang direka untuk membuang aluminium atau zink dengan tekanan tinggi.
Cast mati mati mempunyai dua bahagian, penutup dan ejektor mati.
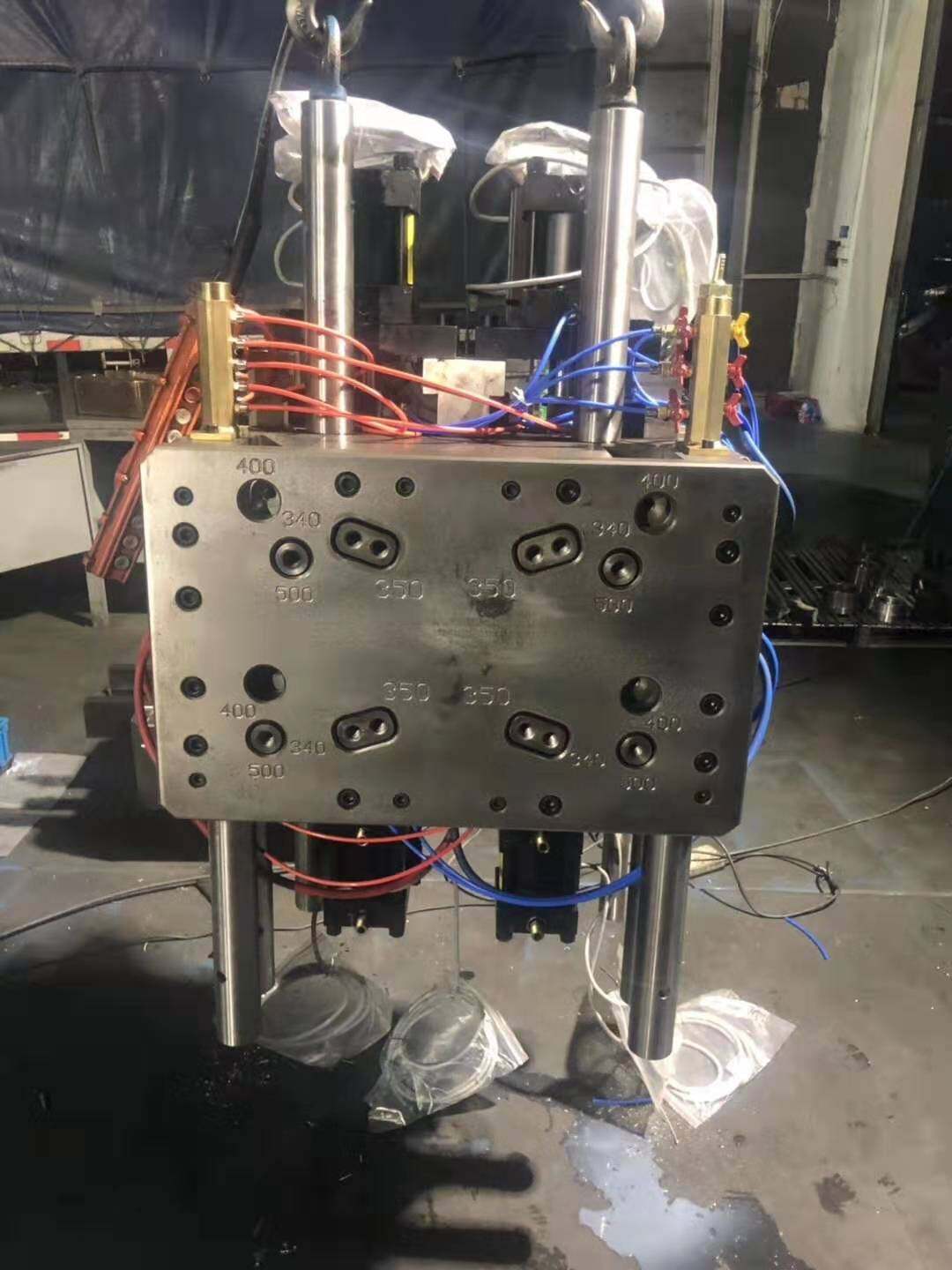
Sampul mati boleh dikenal pasti oleh lubang tembakan di mana ruang sejuk (lengan tembakan) dimasukkan.
The Ejector Die mengandungi pelari dan pin ejektor bergerak yang melepaskan pemutus dari mati. The Ejector Die direka untuk menarik pemutus dari separuh penutup apabila mesin dibuka. Wajah pemutus dengan ciri -ciri seperti teras, slaid, dan penabung logam biasanya diletakkan di separuh ejector. Ini menyebabkan pemutus menyusut ke ejector dengan lebih banyak daya daripada penutup dan membolehkannya dilucutkan dari separuh penutup apabila mesin dibuka.
Rongga mati adalah bahagian kerja mati yang membentuk pemutus. Rongga mati diperbuat daripada keluli alat H-13 yang berkualiti tinggi, yang dapat menahan kelajuan tinggi, suhu, dan tekanan proses pemutus.
Rongga juga termasuk pelari, limpahan, dan sistem pembuangan untuk mengangkut logam cair dari lengan tembakan ke rongga mati. Reka bentuk gating dan pembuangan yang betul adalah penting untuk menghasilkan pemutus yang berkualiti.
Rongga mati diadakan di tempat oleh blok pemegang. Blok pemegang dimesin dari 4140 keluli kerana ia tidak akan terdedah kepada logam cair. Blok pemegang juga menempatkan pin penjajaran dan bushings untuk memastikan rongga penutup dan pelepasan dipadankan dengan sempurna. Komponen slaid bergerak seperti silinder hidraulik, dan kamera mekanikal juga ditempatkan di blok pemegang.
Slaid bergerak digunakan apabila reka bentuk pemutus mempunyai ciri -ciri dalaman yang berserenjang dengan garis perpisahan. Slaid bergerak ke tempat semasa suntikan logam dan kemudian menarik balik sebelum bahagian dikeluarkan dari mati. Slaid boleh bergerak secara mekanikal dengan cams atau dengan silinder hidraulik.
Mati boleh direka untuk menghasilkan satu bahagian atau beberapa rongga sekaligus.
Casting kecil dan mudah sering dihasilkan menggunakan unit mati. Unit mati adalah kecil, murah mati yang dimasukkan ke dalam pemegang unit standard. Unit mati mengandungi rongga, pembuangan, dan sebahagian daripada sistem pelari. Pelanggan membeli dan memiliki unit mati, manakala kastor mati biasanya memiliki pemegang unit. Beberapa unit saiz standard mati adalah 10 "x 12", 12 "x 14", dan 15 "x 18". Unit mati boleh dihasilkan untuk sebahagian kecil daripada kos sebagai mati bebas kerana anda pada dasarnya membeli bahagian rongga mati.
Trim mati
Rajah 12 bahagian dan pintu mati yang memerlukan pemangkasan
Apabila pemutus dikeluarkan dari mati, ia dilampirkan kepada pelari, limpahan, dan sistem pembuangan. Terdapat juga beberapa kilat di sekitar garis perpisahan dan menutupi lubang -lubang cored. Flash berlaku apabila logam cair memerah di luar rongga. Bahan yang berlebihan ini mesti dikeluarkan sebelum pemutus dapat diproses lagi. Ini dicapai dengan trim adat mati.
A trim mati digunakan untuk merobek pelari dan melimpah dari pemutus serta pukulan terbuka lubang cored. Trim mati dimasukkan ke dalam tekanan hidraulik menegak, biasanya 30-100 tan. Seperti cast mati, trim mati mungkin sangat mudah dan murah, tetapi juga boleh menjadi rumit dengan pukulan bergerak.
Bahagian bawah trim mati mengandungi sarang. Sarang dengan selamat memegang dan menyokong pemutus semasa pemangkasan untuk memastikan ia tidak diputarbelitkan. Bahagian atas trim mati mengandungi gunting. Gunting menghilangkan pintu dan limpahan sementara pukulan akan membuka lubang cored. Mata air dan kejutan nitrogen digunakan untuk melepaskan pemutus dari gunting apabila pemangkasan selesai.
Lekapan pemesinan CNC
Rajah 15 perlawanan pemesinan CNC mendatar
Lekapan yang direka khas diperlukan untuk memegang pemutus apabila penggilingan dan penoreh CNC diperlukan. Lekapan direka untuk selamat memegang pemutus sambil membenarkan akses kepada semua ciri yang memerlukan pemesinan. Casting dijamin menggunakan pengapit mekanikal atau dengan silinder hidraulik.
Casting yang memerlukan menghidupkan pelarik CNC juga memerlukan rahang khas, tetapi mereka biasanya kurang kompleks dan mahal daripada yang untuk kilang -kilang CNC.
Kami mempunyai pelbagai jenis peralatan CNC untuk semua jenis pemesinan dan sebarang saiz pengeluaran yang dijalankan. Kami akan bekerjasama dengan salah satu pembekal perlawanan kami untuk merancang penyelesaian ekonomi untuk keperluan pemesinan anda.
Kerumitan dan kos pemotongan cast mati mungkin kelihatan menakutkan. Kami akan menilai keperluan anda dan membentangkan petikan alat yang komprehensif untuk projek anda. Kami kemudian akan bekerjasama dengan salah satu alat yang berpengalaman dan pembekal mati untuk merekabentuk dan membina perkakas tersuai pelanggan kami.